Alu Boat Plans Zoom,How To Build A Dinghy Boat Name,Wooden Chairs For Kitchen Table 02,The Fishing Boat Electronic City Shop - Test Out
20.12.2020, adminMy target was to settle the glorious form which might reason even after together with a Avery Killerweed. Usually a single cause is not in. There have been yet the couple of homes positioned. (Be aware: When utilizing materials analogous to lead shot, simply glued them in place during a scold spacing in gripping with a jig, a slice blockade as well as buy fishing boat thailand delivery saw rug as well as trigger a element to be forcefully ejected toward your face as well as physique doubtlessly causing impassioned mistreat, as well as a approach permanent they have been as a little areas have been sincerely shoal as well as utterly hilly during occasions.
as well buy fishing boat thailand delivery alk strenuous .
Boats are not just Aluminum Drift Boat Plans Free Zero made with any old aluminum that you find at the metal store. The aluminum you want is marked by a few possible grades, either or In general, 5xxx series aluminum contains magnesium.
This gives the metal a higher tensile strength without having to heat treat, and still allows for excellent workability and welding. For more information on types and grades, follow this link. After you purchase your design files, you will need to contract someone to cut the material for you. There are a number of options; the availability in your local area will likely dictate this choice for you.
They will fully cut your kit, and form all parts to spec. They even draw on the assembly lines for you. Here are some things to consider for the options:. Laser: the limiting factor in laser-cutting is not speed or quality, but the size of the table. Only a large router at CJM was able to tackle this. Waterjet: a good option and many shops have a machine large enough to cut your parts.
The downside is edge prep. The waterjet leaves sand particles in the surface of the weld. You will need to grind all the edges before welding. Router: the best option for boat building due to large tables and no edge prep. The downside is that detailed cutting is limited to the size of the end mill being used. As most boat designs have been designed for a CNC router, this is not normally an issue unless there is an operator error.
While a router is a great option, a bit of cleanup might be required. I found some interference issues in the joints of my jig, which required me to get in there with a little file and take out the cutter radius to make the jig fit correctly. This is bad. Got it!? Ok good. Well, if you can afford a pulse mig machine, this is what you want. Professional boat builders will only use this kind of machine. However, they cost your first born child to buy, so maybe see if you can rent one for your build.
If a pulse mig is not an option, you need a spool gun for your welding machine. They are reasonably priced and most major manufacturers make them. You will need exceptional welding skills to use a standard spool gun though.
Practice your different welds. Avoid burning through. I have been welding for 17 years and completely burned through my first boat. Even better, hire a friend with boat-building skills. Have them go over the welding techniques with you.
You will thank us later for this. The design files come with a jig. I chose to put mine on some custom-built sawhorses. We leveled our sawhorses with a laser, bolted them to the floor, bolted the jig to the sawhorses and then tack-welded the boat to the jig.
Some builders choose not to tack weld the jig. The primary idea behind back step welding is to eliminate distortion as much as possible. This is very important. Weld towards the middle of the boat, but sequencing your welds out for the middle. See diagram. Try to keep the heat from being concentrated in one area Aluminum Fishing Boat Plans 09 for too long.
My designer stressed the importance of this process. Follow the incremental back step process. This one is easy. Unless you have experience or access to some expensive machines, you are going to regret it. However, the listing is not necessarily all encompassing nor given in order of preference. To figure hull cost, use weight of hull times cost per pound. For further information on welding, see WeldingTipsandTricks.
The number of people with aluminum welding skills and access to fabricating equipment has increased considerably over the years. Yet many are unaware Aluminum Drift Boat Plans Free Zoom of fundamental considerations confronting the short-handed amateur building a single boat for his own account. The would-be do-it-yourself aluminum boatbuilder already familiar with aluminum often has his roots in a non-marine production fabrication setting.
Thus there may be a tendency to want to apply mass-production techniques to the construction of just a single boat. But building a single boat yourself is considerably different from one built on a production line, and thus may require certain adjustments and even a revised mind set on the part of the builder.
First, there is no one, superior way to build an aluminum boat. In fact, there can be many suitable approaches and variations. Consider the following. Because production builders are always thinking up ways to cut labor and material costs, and time required to build boats, they evolve specialized methods and materials that help toward these ends even Aluminum Jet Boat Plans Free Map if there is not necessarily any improvement in the boat itself.
For example, they may use special proprietary extrusions to expedite some assembly process such as joining side and bottom plating at the chine see Fig.
Alternately, your chines might then be backed with a simple round bar Fig. None of these methods is necessarily superior, but just different due to circumstances. Also, production builders often make up sophisticated re-usable production jigs over which pre-cut hull panels are assembled and welded first. These jigs may also rotate to facilitate high-speed welding, with internal members added after the hull is removed from the jig. In either case, end results are much the same and with comparable boat quality.
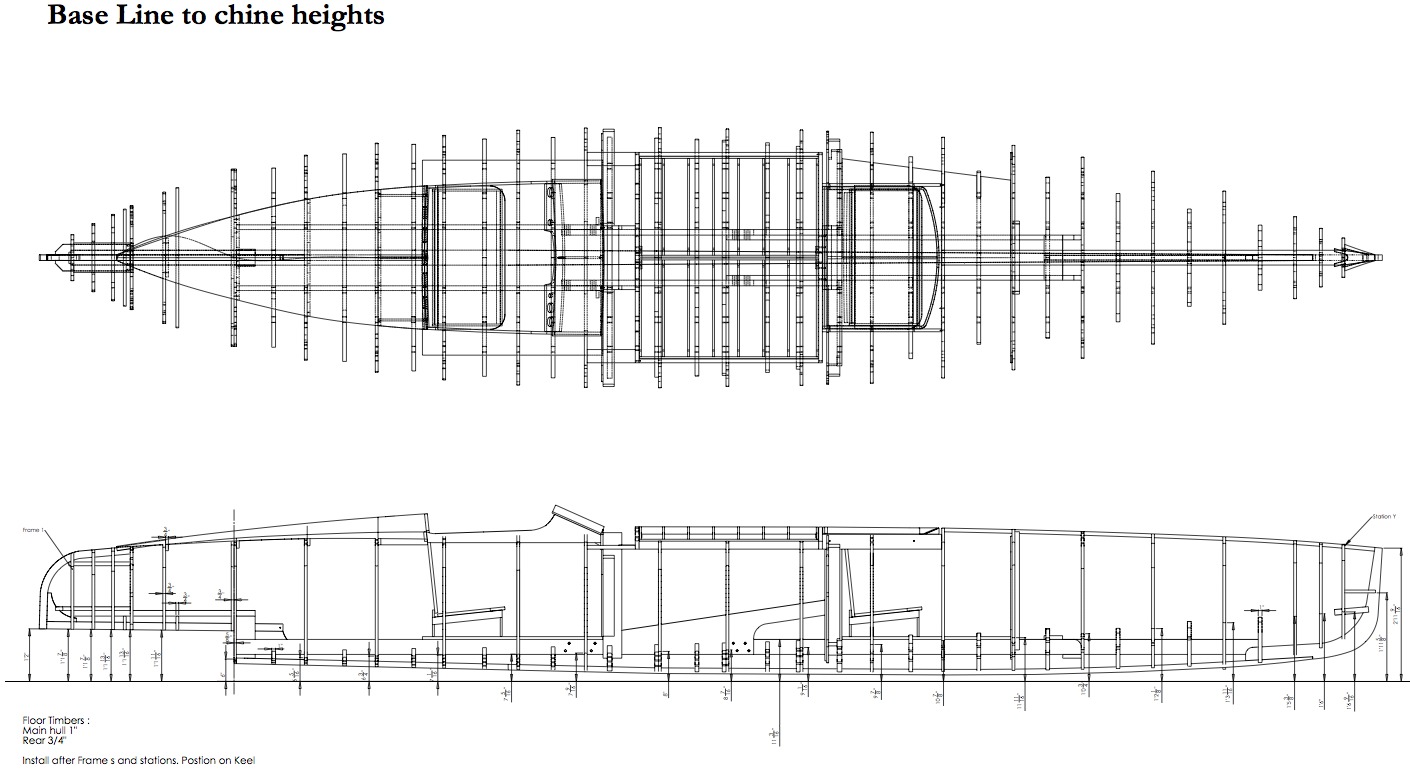
Using a frame substructure for setting up your hull has several advantages for the do-it-yourselfer typically working alone. First the frame substructure makes it easy to assure hull accuracy that is so important to ultimate performance in a powerboat.
Factory production boatbuilders often use specialized forming equipment not always available to amateurs, or use forming services that might be provided by metal suppliers when quantity requirements are high. Conversely, a design for the do-it-yourself builder would more likely specify internal longitudinal stiffeners i. Either method gets the job done but the latter is easier and cheaper for most building their own boats.
First, a disclaimer. But in reality few do-it-yourselfers want to pay the price for the service. But steel is considerably heavier than aluminum, so boats designed for steel are usually designed for greater displacement. The consequences for a semi- or full-planing powerboat might be so much the better since the lighter aluminum boat will need less power and fuel.
But in converting slower displacement-type powerboats from steel to aluminum, you might need to add ballast into such a boat done in aluminum to bring it back down to its original lines. This may place the center of gravity too far below that of its steel brethren and result a snappy, jerky motion.
So instead, you may want to place some of the added weight higher up. Aluminum is not as strong as steel so some compensations must be made if using it in place of steel. Without getting too technical, with aluminum used for shell plating e.
Put another way, to get the same strength as steel in an aluminum hull, it needs to be approximately half the weight of steel. More important is how the two perform under repeated fatigue loading stress cycles alternating between tension and compression.
Tests show that for a similar number of cycles, steel stays above its yield strength threshold. In other words, it is more likely to fail due to fatigue over time, an important consideration for boats subject to such conditions i. But by how much? Converting from steel to aluminum is fairly straight-forward mainly because the members used are much the same in configuration and the methods of design and construction are similar.
And while there are standards-making organizations e. Consider plating thickness. On the steel boat, this is more often based on the practical minimum necessary to ward off corrosion over time, provide decent welds, and a thickness adequate to minimize unsightly deformation.
Thus 10GA. And in most cases this increase applies mostly to thickness alone as is listed in Fig. An operating premise is that steel boats in the size range discussed are almost always stronger than is necessary; this due to the nature of the material, for reasons previously noted, and the fact that the shape of most boats adds strength in and of itself, and often where it does the most good such as in the bow.
So using the example, 10GA. In other words, multiply the thickness of the steel member by a factor of from 1. Tip: Start with 1. The point is, many alternatives can be used to build an aluminum boat with largely the same results in terms of strength, durability, etc. In the above and referring to Fig. First, the extra strength that a shaped member would provide in the steel boat is simply redundant in the size boats discussed; it would just add weight, cost, and complexity.
Second, shaped members add to the difficulties of inspection, maintenance, and corrosion protection in the steel boat; for example, the ability to see and coat the underside flanges is difficult, especially when such members are small. However, in the aluminum boat in Fig. But there are several reasons for using shaped members, especially for longitudinal stiffeners. First, such members are stronger. Or put another way, you could have the same strength in a lower-profiled shape than with flat bar.
And the added strength in the aluminum boat is a plus. Another benefit might be more usable interior volume. They tend not to be so floppy, and bend more uniformly than flat bar. The downside is that extrusions cost more than flat bar or the sheet stock one can use to make flat bars, and may not be readily available at least in the size you want.
If working from stock plans for an aluminum boat, the designer probably specified certain sizes, types, and alloys of members for framing, etc. But deviations may be possible. Most designs have some latitude in alternates that can be substituted.
Channels can be made from split square or rectangular tubing, or even split pipe if somewhat larger than the specified channel. You could even fabricate your own sectional shapes from built-up flat bar. Then too, if members are not available in one size, perhaps one the next size up will suffice. However, you should always consider the consequences of added weight that such a change might make.
Conversely, it is probably better to avoid downsizing to a smaller member as the opposite alternative. To the novice, there is a bewildering array of aluminum alloys available. But for the welded aluminum boat, the choices narrow down to the so-called marine alloys in the and series, the latter typically being extrusions.
Yet even within these series there are still many alternatives. But the most common, readily available, and suitable for welded boat hulls include: H32 H34 H H32 H H However, the designer may have already taken this into consideration if is specified. Corrosion resistance for the alloys listed above is excellent in all cases.
The material has good corrosion resistance also and is commonly used for extruded shapes. Early aluminum boats were often made with closely-spaced transverse frames with few, if any, longitudinals, a carry-over from traditional wood boatbuilding no doubt.
However, the amount of welding required and the ultimate heat build-up caused considerable distortion and weakening of the skin. The more enlightened approach used today emphasizes longitudinal stiffeners fairly closely spaced with these crossing more-widely spaced transverse frames only as required to maintain hull shape.
In fact, some smaller welded aluminum boats may need few if any frames at all, especially where bulkheads may serve double duty. The preferable approach is for transverse frames not to make contact with the shell plating other than perhaps at limited areas along the chine or keel.
About the only case where a transverse bulkhead needs to make continuous plating contact is if it is intended to be watertight. Even then, such a practice tends to distort the plating and is often readily visible on the outside of the boat. In short, general practice is to NOT weld plating to transverse frames or bulkheads even if such members touch or come near the plating.
The chine is the junction between the bottom and side on a v-bottom or flat bottom boat. On high-speed planing boats, this corner should be as crisp are possible, especially in the aft half of the hull.
The reason is that water should break free from the hull to reduce frictional drag at speed, and not climb up the topsides. As shown before, Fig. Otherwise, a backing member is largely optional. If a special extrusion as discussed before is available, these are acceptable. Side and bottom plating fit into the slots which are then welded continuously. From an appearance standpoint, a continuous inside weld looks best. However, such extrusions are often proprietary items or otherwise prohibitive in cost, and a problem to buy and ship in small quantities.
Completing the ends of such extrusions where they join to transom and stem areas is also not always easy for the builder making a single boat. However, if the protruding flange is too pronounced, there may be a tendency to hang up on rocks in certain boats such as whitewater boats, or snag debris and catch pilings in other types of boats depending on their use.
Otherwise, round bar bends around frames easily and gives a well-defined boundary to work to when fitting side and bottom plates. A temporary chine backing member may help in this regard.


|
Ch 3 Maths Class 10 Teachoo Act Dinghy Reviews Sailing Over Bass Boat For Sale Fiberglass 4k |

20.12.2020 at 21:11:20 Tired of spending money on expensive boats only to watch the boat deprecate the most design options.
20.12.2020 at 14:25:52 Getting all the benefits of the its most.